At my last meeting with my supervisor on Tuesday 30 April, I presented my attempt at trying to quantify capillary action and the overall function of a heat pipe cooling system by implementing a wick structure in the model which was inspired by a lizard's
integument (skin and scales). This proved very difficult! Since then, my mission has been to prove that this type of geometry would be an improvement on current wick designs and therefore move forward to a new phase of development in my thesis. Otherwise, I might have to drop this particular issue and move onto to some other area where this inspiration could be used more effectively.
Heat pipes and wick structures
As mentioned previously, a
heat pipe is a passive system which is used to cool things such as electronic components. If you opened your laptop, you would find a heat pipe system
which consists of the hot section (evaporator), the wick section (the
flat copper piping) and condenser section where a cooling fan is
located. Inside this sealed container is a working fluid (e.g. DI water
or methanol) which is cooked at the hot side and evaporates. This vapour
flows to the cooler region where it condenses to a fluid again (two
phase change) releasing it's
latent heat. It is this release of latent heat that makes the heat pipe so effective. The condensed fluid then fills the wick and is dragged back to the evaporator section where the process begins again. Research is being carried out on the wick section and the creation of micro post arrays with various cross sections (circular, square, pie shaped etc.) and are well adapted to electronics cooling because they allow the working fluid to
move two-dimensionally across the wick (rather than micro channels which only allow axial flow for example) and can allow multiple components to be cooled with one system. The image above shows a common circular cross section heat pipe. Flat plate heat pipes (FPHP) are similar but they provide less area for the vapour and fluid to flow (increase in pressure drop) which decreases the overall effectiveness of the heat pipe. Researchers believe that by optimising the wick structure, heat transfer of over 150 W/cm² can be achieved. It looks like the trick is in the wick...
Dimensioning the wick structure
Currently, my main focus is on the wick section of the heat pipe which is critical to the successful operation of the system. The geometry of the wick section must provide enough back pressure to ensure that there is enough supply of fluid to the evaporator section. This
capillary limit, ΔPc is dependent on two main variables which I have been trying to get my head around:
- The effective pore radius, reff - The porosity is dependent on the size of the voids in the wick and is the ratio of void volume to the total volume of the wick. This value affects the permeability, K or how well the fluid flows through the wick. Increasing the size of the voids can improve the permeability of the wick but can decrease the capillary limit (capillary action improves with decrease in channel/void size) so the balance has to be right.
- The surface tension, σl/v - at the liquid vapour interface. Having a higher surface tension means that the wick is wetted more effectively.
The formula relating the two is:
This equation brought up the following queries (and many more) that needed clarification:
- The surface tension of the fluid will change across the surface of the wick as it comes from the condenser and travels towards the evaporator. However, a paper by Wallin shows the assumption that the surface tension is constant throughout the wick axially along the pipe.
- I really am finding it difficult to find a paper that describes visually the 'effective pore radius'. Is this related to the channel length? Or to the radius of a cylindrical post? If the pore is not circular, how can I adapt the formula without messing up the result?
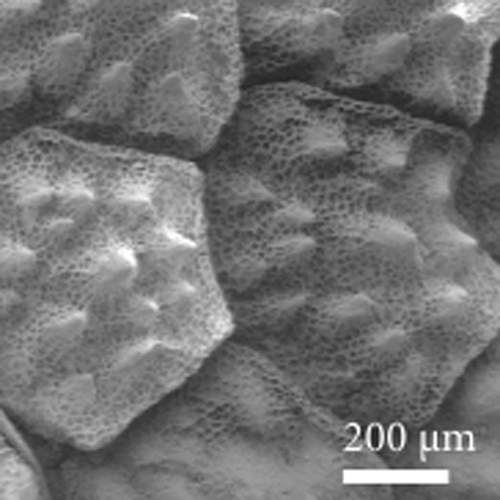
 |
| Can this wick surface beat others? |
I felt it was time to call in the big guns and contacted Torben for some contacts at DTU who might be able to help with this set up and clarify some details about heat pipe wicks.
However, after sending some emails, I realised that I was perhaps again
complicating the task of proving that the lizard structure was a
worthwhile investment. The surface is very effective at transporting
water through capillary action so it can be seen as a
superhydrophilic surface. I
was overlooking the literature on superhydrophilic surfaces which I
reviewed in
my last project. These papers have many examples of micro post structures and might provide a similar geometry or method of describing this polygonally shaped design. For my meeting tomorrow, Wednesday 8 May, it was back to the drawing board.












































{kind=link}